- Mercados
- Materiais
- Empresa
- Escritórios de Vendas
- Carreira

Web bonding
Tecnologias diferentes para conseguir características específicas
O processo de bonding, ou ligação, desempenha um papel muito importante no processo de fabricação de não tecidos: a coesão das fibras soltas é tratada - em uma ou mais etapas – para formar um tipo mais sólido de véu, o não tecido.
Geralmente, este processo acontece por meio da utilização de três tipos de tecnologia diferentes: térmica, química e mecânica. A seleção da tecnologia a ser utilizada é decisiva para as características e aplicações do não tecido.
Térmica
Como permite que o não-tecido se ligue facilmente sem precisar de aglutinantes, a ligação térmica está se tornando cada vez mais importante. Um pré-requisito para este processo de ligação de teia são os componentes sensíveis ao calor. O agente de ligação pode ser uma fibra fusível, uma combinação de fibras fusíveis e matriciais, uma fibra bi componente com duas temperaturas de fusão de componentes diferentes ou um pó. Existem dois métodos de processamento principais:
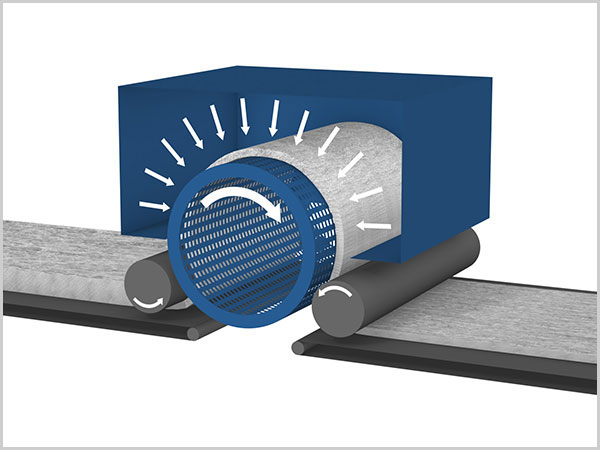
Calandragem
Dois ou mais rolos de calandra, por meio dos quais o não tecido é alimentado, são aquecidos com óleo ou eletricamente para uma temperature de superfície definida. Como resultado da pressão entre os rolos, não tecidos muito bem ligados são formados. O rolo superior é geralmente em relevo. A superfície de soldagem e a geometria afetam a força mecânica e a suavidade do não tecido.
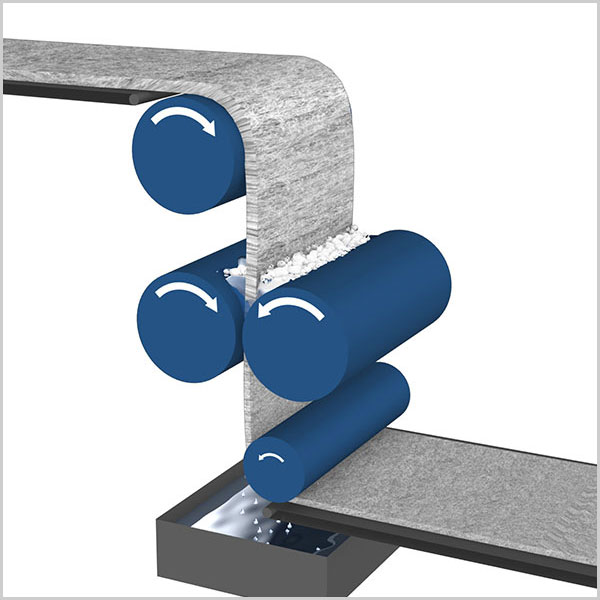
Através do ar
Neste processo, o material inicial é solidificado sem pressão em um forno de tambor ou em um secador pleno de bombas usando ar quente. O resultado é um não tecido volumoso.
Química
Na ligação química, ligantes são aplicados. Estas pastas de latex, que têm sido usadas desde o surgimento da indústria dos não tecidos modernos, formam um sistema coloidal no qual o polímero de alto peso molecular é disperso na água. A pasta pode ser aplicada no véu usando diferentes tecnologias. Características de qualidade específicas, como hidrofilicidade, hidrofobicidade, retardante às chamas ou resistência à abrasão são atingidas por meio de agentes ou aditivos. Após a aplicação, diferentes sistemas de secagem são usados para evaporar a água e consolidar o produto. Em aplicações específicas, são usados solventes.
Mecânica
Agulhagem
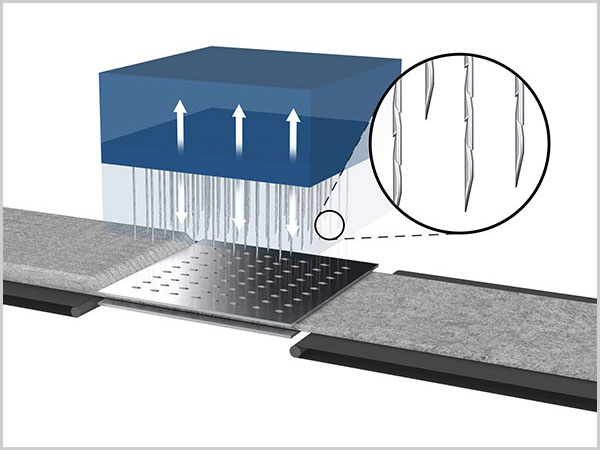
No processo de agulhagem, agulhas farpadas são inseridas verticalmente no véu. As fibras são parcialmente reorganizadas em uma terceira dimensão e depois entrelaçadas. Presas em um painel, as agulhas entram e saem do véu não consolidado, que é fixado entre duas placas perfuradas.
A qualidade do produto é definida pela geometria, densidade e distribuição das agulhas e parâmetros de processos tais como a penetração e números de batidas por m2 e gramaturas dos produtos agulhados, que geralmente excede 50 gramas/m2. Devido ao fato que as agulhas permanecem no véu por um determinado tempo, a velocidade de produção é baixa.
Hidroentrelaçamento
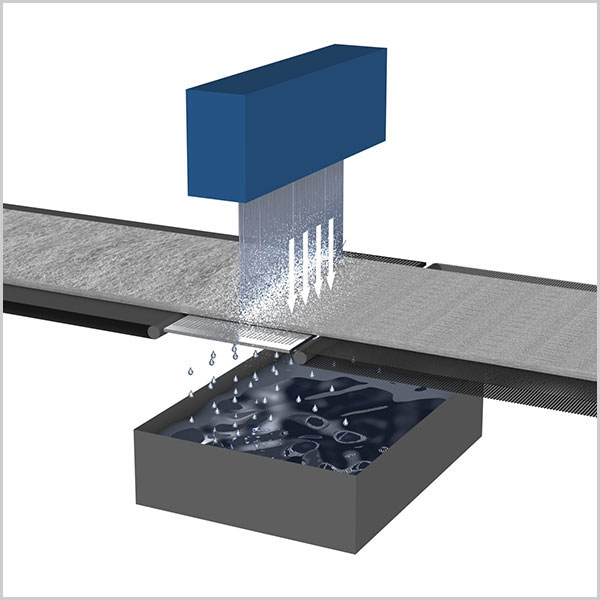
Nesse processo, fibras ou filamentos (tecnologia Evolon®) são reorientados em todas as três dimensões e entrelaçados por jatos de água de alta pressão. O diâmetro do jato é geralmente de 0.1 mm. A distância entre os dois orifícios na biqueira é de 0.6 mm. Neste processo, se utilizam biqueiras com fileiras únicas ou duplas. A água utilizada no processo é filtrada e reciclada. E resíduos de água são removidos por meio de sucção e secagem. A demanda de energia neste processo é alta, assim como o custo de investimento em bombas de alta pressão e componentes de filtração e secagem de água. O resultado é um material tecido altamente consolidado. As propriedades têxteis do não tecido, como suavidade, são comparáveis aos tecidos produzidos convencionalmente.
As gramaturas dos produtos estão entre 20 e 200 gramas/m2. Dependendo do produto e gramatura, a velocidade pode chegar a 300 metros/minuto.